Introduction
Hydraulic systems power everything from excavators and cotton pickers to injection molding machines and aerial work platforms. At the heart of each system sits a hydraulic pump—converting mechanical energy into pressurized fluid flow. Three pump families dominate the industrial and mobile equipment landscape: gear, piston, and vane. All three belong to the positive displacement family, meaning they deliver a fixed volume of fluid per shaft rotation, but their internal mechanisms differ fundamentally.
Choosing the wrong pump type carries real costs. Put a variable-displacement piston pump into a simple tractor implement circuit and you've spent thousands of dollars on complexity you'll never use. Run a vane pump in a contaminated environment and you'll face catastrophic wear — and an unplanned shutdown. Getting the match right matters.
This article breaks down how each pump type works, where they differ in pressure capability, efficiency, noise, and maintenance demands, and how to match the right pump to your application.
Key Takeaways
- Gear pumps: Simplest design, lowest cost, tolerant of contamination, best for low-to-medium pressure (up to 250–310 bar / 3,600–4,500 psi)
- Piston pumps: Highest pressure capability (up to 500 bar / 7,250 psi), variable displacement available, most efficient but most complex and expensive
- Vane pumps: Quietest operation (62 dB(A) at moderate loads), smooth flow, moderate pressure (up to 293–320 bar / 4,250–4,600 psi), sensitive to contamination
- Choose by: Pressure ceiling first, then flow control needs, then contamination tolerance — rarely does one pump win on all three
Gear Pumps: How They Work and When to Use Them
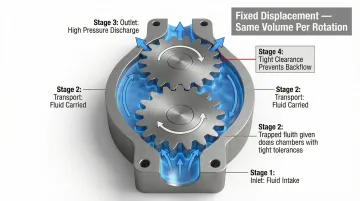
Gear pumps work through a straightforward mechanism: two meshing gears rotate inside a tight-fitting housing. External gear pumps place both gears side-by-side; internal gear pumps nest one gear inside the other. As the gears rotate, expanding chambers form at the inlet, drawing fluid in. As the gears mesh at the outlet, shrinking chambers force fluid out under pressure.
That simplicity comes with a significant trade-off. Gear pumps are fixed displacement — the same fluid volume moves per shaft rotation regardless of system demand. If your actuator needs only 30% of rated flow, the remaining 70% dumps through a relief valve as wasted heat.
Typical pressure range: Standard external gear pumps operate continuously up to 250 bar (3,625 psi). Heavy-duty cast-iron and high-strength aluminum models reach 275–280 bar (3,988–4,000 psi), with specialized designs (such as Parker PGP 517/600 series) achieving 310 bar (4,500 psi) continuous operation. Volumetric efficiency suffers at higher pressures due to internal fluid slip—leakage from high-pressure discharge back to low-pressure suction through worn clearances.
Strengths and Limitations
Advantages:
- Fewest moving parts of the three types—fewer failure points, simpler troubleshooting
- Lowest initial cost—typically 40–60% less expensive than comparable piston pumps
- Contamination tolerant—coarser filtration requirements (ISO 20/18/15) compared to piston and vane pumps
- Easy field service—no specialized tooling required; technicians can swap gear sets with basic hand tools
- Available in bi-rotational configurations—useful for reversing applications
Limitations:
- Fixed displacement wastes energy—pressure relief valves dump excess flow as heat when full flow isn't needed
- Gear wear increases internal clearance—slippage grows over time, reducing efficiency and causing sluggish actuator response
- Noisy operation—traditional gear pumps produce higher noise levels (75+ dB(A)) due to periodic gear tooth impact
- Pressure ceiling—not suitable for applications requiring sustained pressures above 310 bar
Maintenance signals:
Early warning signs include:
- Sluggish actuator response
- Rising hydraulic fluid temperature
- Whining or grinding noise at startup
Worn gear teeth create excessive clearance between gears and housing, allowing internal bypass. One critical distinction: unlike vane pumps, which tolerate brief dry-running, gear pumps cannot. Metal-to-metal contact during dry-run conditions welds gear teeth together within seconds.
Piston Pumps: High-Pressure Precision and Variable Flow
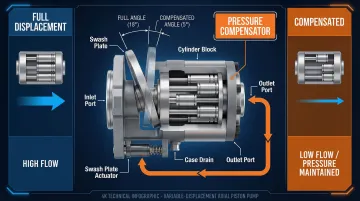
Piston pumps deliver the highest pressure capability and greatest efficiency of the three types. A rotating cylinder block contains multiple pistons; as the block spins on the input shaft, a stationary swash plate controls piston stroke length. Each piston retracts as it passes the inlet port (drawing fluid in), then extends as it passes the outlet port (forcing fluid out).
Two main configurations:
- Axial piston pumps: Pistons parallel to the drive shaft (most common in mobile equipment)
- Radial piston pumps: Pistons radial to the drive shaft (common in stationary industrial presses)
A pressure compensator adjusts swash plate angle to reduce displacement when system pressure reaches the set point. When an excavator boom cylinder reaches full extension and stalls against its mechanical stop, system pressure spikes — the compensator instantly reduces swash plate angle, cutting flow to near zero and preventing energy waste. Load-sensing systems combine pressure and flow signals, matching pump output precisely to actuator demand without changing engine speed. This makes them indispensable for applications like truck-mounted cranes and snow removal equipment.
Typical pressure range: Standard high-pressure axial piston pumps operate continuously at 350 bar (5,075 psi) with peak transient pressures of 400 bar (5,800 psi). Extreme-duty models (such as Linde HPR-02 Series) achieve 420 bar (6,090 psi) continuous and 500 bar (7,250 psi) peak.
Strengths and Limitations
Performance strengths:
- Only piston pumps reliably sustain operation above 3,000 psi
- Volumetric efficiency exceeds 95% — tight tolerances minimize slip across temperatures and viscosities
- Variable displacement cuts fuel consumption by 20–40% in mobile equipment by matching output to actual demand
- Load-sensing and pressure-compensated designs eliminate constant flow waste in closed-center systems
Trade-offs:
- Purchase cost runs 2–3× higher than comparable gear pumps
- Internal assembly is complex — swash plates, valve plates, slipper pads, and cylinder blocks all require precision manufacturing
- Filtration requirements are strict: ISO 18/16/13 or cleaner; contamination scores cylinder bores and valve plates, destroying volumetric efficiency
- Rebuilds require specialist tooling, controlled environments, and trained technicians
Maintenance patterns:
Monitor case drain temperature as an early warning signal. The highest fluid temperature in a piston pump occurs at the case drain port — typically 20–25°C hotter than reservoir inlet temperature. Rising case drain temperature indicates internal wear, allowing pressurized fluid to bypass pumping chambers. Excessive case drain flow (a Parker PV270 generating continuous flow above 120 L/min under dynamic conditions, for example) signals impending failure.
Inadequate filtration causes scoring of cylinder bores and valve plates. Once scored, volumetric efficiency plummets and heat generation skyrockets.
Vane Pumps: Smooth, Quiet, and Versatile
Vane pumps balance performance and refinement. A slotted rotor spins inside an elliptical cam ring, with vanes in the rotor slots pushed outward by centrifugal force—and sometimes spring-loaded pushrods—to maintain continuous contact with the cam ring wall. As the rotor turns, expanding chambers at the inlet draw fluid in while shrinking chambers at the outlet push fluid out. Vane pumps are available in both fixed and variable displacement configurations.
Typical pressure range: Standard industrial and mobile vane pumps operate continuously from 70 to 210 bar (1,000 to 3,000 psi). Heavy-duty designs (such as Eaton Vickers VMQ Series and Parker Denison T7 Series) achieve continuous pressures up to 293–300 bar (4,250–4,350 psi) with permissible peak pressures of 310–320 bar (4,500–4,600 psi).
Performance characteristics: Vane pumps deliver smooth, consistent flow with minimal pulsation—critical for applications sensitive to pressure ripple. Volumetric efficiency typically exceeds 94%, reducing heat generation and energy consumption compared to gear pumps.
Strengths and Limitations
Key advantages:
- Quietest of the three pump types—sound levels as low as 62 dB(A) at 138 bar and 1,200 rpm (Eaton Vickers V Series)
- Vanes slide outward as they wear, maintaining cam ring contact and preserving efficiency longer than gear pumps
- Low pulsation makes them well suited for automotive power steering, HVAC systems, and indoor industrial machinery
- Volumetric efficiency holds above 94% at moderate pressures
Limitations:
- Most contamination-sensitive of the three types—particles damage vane tips and cam ring surfaces quickly; requires ISO 20/18/15 or cleaner filtration
- Vanes struggle to maintain cam ring contact in thick fluids, limiting use with highly viscous media
- Pressure ceiling tops out at 320 bar peak—well below piston pump capability
- Less common in mobile and heavy equipment than gear pumps
Maintenance signals:
Watch for these early warning signs:
- Noisy startup before oil film is established — indicates vane tip wear
- Reduced flow or pressure drop — signals cam ring surface damage
- Dry-running is especially destructive; vane tips can score the cam ring and destroy the pump within minutes
Fluid cleanliness is the single most important factor in extending vane pump service life.
Gear vs. Piston vs. Vane: Side-by-Side Comparison
| Feature | Gear Pumps | Vane Pumps | Piston Pumps |
|---|---|---|---|
| Pressure Range (Peak) | 250–310 bar (3,600–4,500 psi) | 210–320 bar (3,000–4,600 psi) | 400–500 bar (5,800–7,250 psi) |
| Flow Type | Fixed only | Fixed and Variable | Fixed and Variable |
| Typical Efficiency | Moderate (fluid slip increases with wear) | High (~94%, self-compensating) | Very High (>95%, consistent across conditions) |
| Noise Level | High (75+ dB(A), except helical designs) | Very Low (62–70 dB(A)) | Moderate |
| Contamination Tolerance | High (ISO 20/18/15) | Low (ISO 20/18/15 minimum) | Low (ISO 18/16/13 or stricter) |
| Relative Purchase Cost | Low | Moderate | High |
| Maintenance Complexity | Low (field-serviceable with basic tools) | Moderate | High (specialist tooling and controlled environment) |
| Typical Applications | Tractors, dump trucks, loaders, simple circuits | Power steering, injection molding, HVAC, utility vehicles | Excavators, cranes, aerospace, high-pressure industrial presses |
The table gives you the numbers. Three differences, however, tend to drive the final pump selection more than any others:
- Pressure ceiling — Only piston pumps sustain operation above 3,000 psi. If your system demands pressures above 310 bar continuously, piston is the only viable choice.
- Energy efficiency at partial load — Variable-displacement piston and vane pumps reduce output to match demand, cutting energy waste by 20–40%. Fixed-displacement gear pumps have no such control; excess flow dumps as heat.
- Contamination tolerance — Gear pumps survive dirtier systems (ISO 20/18/15). Vane and piston pumps need stricter filtration (ISO 18/16/13 or cleaner) because contamination destroys their tight internal clearances.
These three factors map directly to the applications where each pump type dominates in the field:
- Gear pumps: Agricultural tractors (John Deere 5E Series uses tandem gear pumps delivering 85.1 L/min), dump trucks, skid steers, and simple open-center hydraulic systems
- Piston pumps: Excavators (Komatsu PC210-10M0 uses variable-displacement axial piston pumps delivering 475 L/min at 37.3 MPa), cranes, aerospace hydraulics, and closed-center load-sensing systems
- Vane pumps: Automotive power steering, plastic injection molding machines, utility vehicles, and noise-sensitive indoor industrial equipment
How to Choose the Right Pump—And What to Do When It Fails
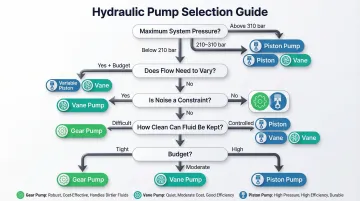
Walk through this selection hierarchy:
1. What is the maximum system pressure required?
- Above 310 bar (4,500 psi): Piston pump is necessary
- 210–310 bar (3,000–4,500 psi): Piston or heavy-duty vane pump
- Below 210 bar (3,000 psi): Gear, vane, or piston pump (cost and efficiency determine choice)
2. Does flow need to vary with load?
- Yes, and budget allows: Variable-displacement piston or vane pump
- Yes, but budget is tight: Consider load-sensing valve stack with fixed-displacement pump (less efficient but cheaper)
- No: Fixed-displacement gear pump is the practical choice
3. Is noise a critical constraint?
- Yes (indoor, noise-sensitive): Vane pump (62–70 dB(A)) or low-noise helical gear pump
- No (outdoor, mobile equipment): Gear or piston pump
4. How clean can hydraulic fluid realistically be maintained?
- Contamination control is difficult (construction, agriculture): Favor gear pumps (ISO 20/18/15 tolerance)
- Contamination control is strict (indoor industrial, aerospace): Piston or vane pumps acceptable (ISO 18/16/13 or cleaner required)
5. What is the budget?
- Tight budget, simple open-center system: Gear pump
- Moderate budget, moderate pressure and noise requirements: Vane pump
- High budget, high pressure, or variable flow required: Piston pump
When Pumps Fail
Even the right pump selection doesn't prevent eventual wear. When a hydraulic pump does fail, the cause is usually one of these:
- Contaminated fluid — accounts for 70–82% of all hydraulic failures
- Thermal stress from sustained overloading
- Seal degradation due to fluid incompatibility or age
- Operating outside design parameters (pressure, speed, or temperature)
Identifying the pump type correctly is the first step in diagnosing the problem and sourcing the right repair path.
When a gear, piston, or vane pump fails, professional rebuild service to OEM specifications makes a real difference in service life — especially for equipment from hard-to-source manufacturers. Hydrostatic Pump Repair specializes in rebuilding and remanufacturing hydraulic and hydrostatic pumps for agricultural, construction, material handling, and industrial equipment. Call (800) 361-0028 to discuss your pump rebuild needs.
Frequently Asked Questions
How to identify hydraulic pump type?
Each pump type has distinct physical markers:
- Gear pumps: Compact two-gear housing, no case drain port, minimal external controls
- Piston pumps: Larger multi-port housing with a case drain port and swashplate adjustment for variable displacement
- Vane pumps: Elliptical cam ring housing, moderate size, smooth exterior contours
Which type of hydraulic pump is best?
There is no single best type. Gear pumps are best for simple, cost-sensitive, low-to-medium pressure systems. Piston pumps are best for high-pressure and variable-flow demands. Vane pumps are best when quiet operation and smooth flow matter most.
What is the difference between piston and gear hydraulic pumps?
Piston pumps handle much higher pressures (up to 500 bar vs. 310 bar maximum for gear pumps) and offer variable displacement for energy efficiency. Gear pumps are simpler, cheaper, more contamination-tolerant, and easier to maintain but fixed in displacement and limited in pressure ceiling.
What is the difference between a hydraulic gear pump and a vane pump?
Gear pumps use meshing gears, tolerate contamination better, and handle high-viscosity fluids more effectively. Vane pumps use sliding vanes, deliver quieter and smoother flow with slightly higher efficiency, but require cleaner fluid and top out at a modestly higher pressure ceiling (320 bar vs. 310 bar for gear pumps).
What type of hydraulic pump do excavators use?
Most modern excavators use variable-displacement axial piston pumps. The combination of high operating pressures (350+ bar), the need to power multiple simultaneous functions (swing, boom, travel), and variable flow efficiency justifies the cost. The Komatsu PC210 and Caterpillar 320 are common examples, both rated above 35 MPa.
How long should a hydraulic pump last?
Service life depends heavily on pump type, fluid cleanliness, and application. Gear pumps typically reach 10,000–15,000 hours; vane pumps 12,000–18,000 hours with strict contamination control; piston pumps 15,000–20,000+ hours in clean industrial settings, but as few as 6,000–8,000 hours under mobile construction shock loads. Regular fluid sampling and flow testing are the best tools for catching wear before failure.