Introduction
The forklift hydraulic cylinder is the muscle behind every lift, tilt, and push operation. When it fails, the entire forklift is sidelined — halting productivity and creating costly downtime. Most failures trace back to worn seals, damaged rods, or contaminated fluid. In most cases, cylinders can be repaired or rebuilt rather than replaced outright.
This guide covers the most common cylinder problems, a step-by-step rebuild process, how to decide between repair and replacement, and when to bring in a professional.
Key Takeaways
- Forklift hydraulic cylinders commonly fail due to worn seals, scored rods, or fluid contamination
- Most cylinders can be repaired or rebuilt if the barrel and rod are undamaged
- Rebuilding involves disassembly, seal replacement, inspection, reassembly with correct torque, and pressure testing
- Replace instead of repair if the rod is severely scored, the barrel is cracked, or parts are unavailable
- Seek professional rebuild services for complex failures or when OEM-spec parts are hard to source
What Is a Forklift Hydraulic Cylinder?
A forklift hydraulic cylinder is a linear actuator that converts hydraulic pressure into mechanical force. It's used to raise and lower the mast, tilt the carriage, and operate attachments. Without functioning cylinders, your forklift can't perform its core tasks.
Core Components
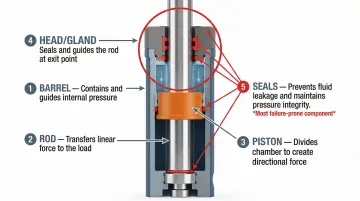
The cylinder consists of five primary elements:
- Barrel (outer tube): The main housing that contains hydraulic fluid and guides the piston
- Rod (chrome-plated shaft): The polished shaft that extends and retracts to apply force
- Piston: The pressure face inside the barrel that divides the cylinder into two chambers
- Head/gland (rod guide with seals): The end cap that guides the rod and houses critical seals
- Seals: The most failure-prone element, preventing fluid leakage and maintaining pressure
A Routine Wear Component
Hydraulic cylinders are wear components, not permanent parts. Seals degrade, rods get scratched, and fluid contaminates internal surfaces over time. Periodic inspection and rebuild is routine maintenance — the same as changing filters or checking fluid levels. Planning for predictable service intervals is how you stay ahead of failures rather than reacting to them.
Common Problems With Forklift Hydraulic Cylinders
Most cylinder failures are predictable and fall into a few clear categories—each with distinct symptoms that narrow down the cause quickly.
External Seal Leak
Symptoms:
- Oil film or drip along the cylinder rod
- Fluid loss requiring frequent top-offs
- Pooling oil under the forklift
Cause: Worn or hardened rod wiper seal or U-cup seal allowing fluid past the gland. Wiper seals are the first line of defense against contamination and the first to fail under normal wear.
Cylinder Drift or Load Drop
Symptoms:
- Raised forks slowly descend under load without operator input
- Inconsistent holding under pressure
- Gradual loss of lift height over time
Cause: A bypassing internal piston seal allows fluid to pass from one side of the piston to the other. A faulty control valve can produce the same symptom, so rule that out before attributing drift to the cylinder. According to hydraulic diagnostics research, a double-acting cylinder with a completely failed piston seal will hydraulically lock and hold its load indefinitely unless the rod seal or control valve is also leaking.
Slow, Jerky, or Weak Extension/Retraction
Symptoms:
- Fork movement is sluggish or stutters
- Reduced lift capacity
- Inconsistent travel speed
Cause: Worn piston seals reducing pressure differential, air in the system, or low hydraulic fluid level.
Scored, Pitted, or Corroded Cylinder Rod
Symptoms:
- Visible scratches, rust, or pitting along the chrome rod surface
- Accelerated seal wear
- Oil leakage that worsens over time
Cause: Contaminant ingress past a failed wiper seal, physical impact, or long-term moisture exposure when the forklift is stored with rods extended. Contamination is responsible for 70% to 80% of hydraulic system failures, with abrasive particles damaging both seals and rod surfaces.
Bent Rod or Cracked Barrel
Symptoms:
- Cylinder visibly misaligned
- Binding during travel
- Loud metal-on-metal contact
Cause: Side-loading beyond rated capacity, dropped loads, or collision damage. This signals replacement rather than repair, as structural damage cannot be safely corrected.
Why Forklift Hydraulic Cylinders Fail
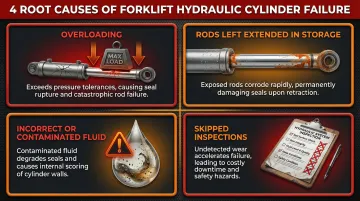
Most forklift hydraulic cylinder failures come down to a handful of preventable causes:
- Overloading beyond rated capacity stresses seals and rods well past their design limits, accelerating wear
- Storing forklifts with rods extended exposes chrome surfaces to moisture and corrosion
- **Using incorrect or contaminated hydraulic fluid** breaks down seal material while introducing abrasive particles into the system
- Skipping routine inspections allows minor seal weep to escalate into full failure
The Cost of Ignoring Early Symptoms
A weeping rod seal that costs a seal kit and one hour of labor becomes a scored rod requiring rod re-chroming or full cylinder replacement if left unaddressed. According to a 2025 forklift maintenance industry overview, skipping a $50 filter change or running contaminated fluid can escalate into $1,500 in cylinder rebuilds. Catching the problem at the seal stage — not the rod stage — is where the real savings happen.
How to Rebuild a Forklift Hydraulic Cylinder (Step-by-Step)
This process applies to the most common forklift cylinder types: wire ring and threaded head. Identify your cylinder type before beginning by referencing the cylinder's end cap design.
Tools and Materials Needed
- Seal kit matched to the cylinder model
- Rubber mallet
- Punch
- Snap ring pliers
- Emery cloth (600-grit)
- Torque wrench
- Clean hydraulic oil
- Clean rags
- Drain pan
Step 1: Prepare and Remove the Cylinder Safely
Lower the forks fully, turn off the forklift, and relieve hydraulic pressure before disconnecting any lines. Disconnect hydraulic hoses and plug the open ports immediately to prevent contamination. Remove the cylinder from the mast or carriage mounting points, noting pin locations and orientation for correct reassembly. Drain remaining hydraulic fluid from the cylinder by opening ports over a drain pan.
Step 2: Disassemble the Cylinder
For wire ring cylinders: Retract the rod, remove the external wire ring, and use a mallet and punch to push the head inward until the internal groove is exposed. Insert the plastic removal ring from the seal kit, then extend the rod to pull the head and piston assembly free.
For threaded head cylinders: Loosen the locking ring or set screw on the end cap, unthread the end cap, and carefully withdraw the piston/rod/gland assembly. Remove the locknut to separate piston from rod.
Critical: Never clamp the chrome rod surface in a vise. Clamp only on non-polished surfaces to avoid rod damage.
Step 3: Inspect All Components
Check each major component before reassembly:
- Cylinder barrel bore — look for scoring, rust, or pitting
- Piston rod — flag any scratches deeper than surface-level
- Piston and head/gland — check for cracks or deformation
Smooth any minor burrs or surface blemishes on the barrel bore and rod using 600-grit emery cloth. Scoring under 0.0001" (visible lines with no tactile feel) can be polished, but deeper damage requires professional re-chroming or replacement.
Lay out all removed seals, wear rings, and O-rings and compare against the new seal kit to confirm all components are present before reassembly.
Step 4: Replace Seals and Install New Components
Install all new seals from the kit:
- Piston seals
- U-cup rod seal
- Wiper seal
- O-ring dual seal
- Wear rings
Do not reuse any seals, even if they look intact. Seals are inexpensive relative to the labor cost of a repeat teardown.
Ensure the correct seal kit is matched to the cylinder's manufacturer and bore diameter. Using mismatched seal materials — such as Buna-N seals in a system running synthetic fluid — will cause premature failure.
For forklifts from less common manufacturers, sourcing the correct OEM-spec seal kit can be a challenge. Hydrostatic Pump Repair maintains an extensive manufacturer parts database and can supply seal kits for hard-to-find cylinder models (call 800-361-0028).
Step 5: Reassemble and Torque to Specification
Lubricate the barrel bore, piston seals, and gland seals with clean hydraulic oil before insertion. Insert the piston and rod assembly using a slight rocking motion to avoid cutting seals on entry.
Torque the piston locknut to the manufacturer's specification based on thread size. Torque values vary significantly—from 75 N·m (55 lbf ft) for small-diameter locknuts to 540 N·m (400 lbf ft) for large-bore cylinders. Look up the correct value in the OEM repair manual or seal kit documentation rather than estimating.

For wire ring cylinders: Use the supplied band clamp to compress the inner wire ring before insertion. Seat the head flush with the barrel tube end so the ring snaps into the internal groove, then install the external wire ring.
For threaded head cylinders: Torque the end cap to manufacturer spec, then tighten the set screw or locking ring.
Step 6: Test and Validate the Repair
Reinstall the cylinder, reconnect hydraulic lines, and refill hydraulic fluid to the correct level. Cycle the controls (raise/lower, tilt) several times at low pressure first to bleed air from the system.
Raise a load to operating height, hold it for several minutes, and watch for drift. Per SAE J1336 standards, a cylinder holding rated pressure for 5 minutes should show no more than 3 mm (1/8 in.) of rod movement. Inspect the rod surface and gland area for any signs of weeping after full-pressure operation.
Confirm smooth, consistent travel with no hesitation, binding, or abnormal noise before returning the forklift to service.
When Should You Repair vs. Replace a Forklift Hydraulic Cylinder?
The decision comes down to three factors:
- Condition of the barrel and rod
- Availability of correct replacement parts
- Cost-benefit of rebuilding versus sourcing a new or remanufactured cylinder
Scenario 1: Only Seals and Wear Rings Are Degraded
Repair with a new seal kit. This is the most cost-effective option and restores full cylinder function at a fraction of replacement cost.
Scenario 2: Rod Has Minor Surface Scratches
Polish with 600-grit emery cloth, replace seals, and monitor closely. Minor surface imperfections won't immediately compromise seal life if addressed early.
Scenario 3: Rod Is Deeply Scored, Pitted, or Corroded
Replace or re-chrome the rod — deep rod damage will destroy new seals quickly. Spot re-chroming of a moderately scored rod costs 30% to 50% less than full rod replacement, but scoring exceeding 0.0005" or deeper than 10% of the chrome thickness requires full replacement.
Scenario 4: Barrel Is Cracked, Rod Is Bent, or Cylinder Has Suffered Impact Damage
Replace. Structural damage to the barrel or rod cannot be safely repaired, and operating a compromised cylinder creates serious safety and load-control risks. If the cylinder model is hard to source, an extensive OEM manufacturer reference database can help identify compatible specifications across thousands of equipment brands.
Common Mistakes to Avoid and Preventive Maintenance Tips
Mistakes to Avoid
Three mistakes consistently turn a one-time repair into a repeat job:
- Reusing old seals: Seals are inexpensive relative to the labor cost of a repeat teardown. Always replace the entire seal kit.
- Skipping torque specs: Under-torquing the piston locknut or end cap causes loosening under load. Over-torquing distorts seals and threads.
- Skipping the drift test: A cylinder that passes visual inspection can still have a bypassing piston seal. Always validate holding pressure before returning to service.
Preventive Maintenance
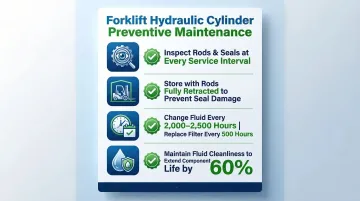
Catching problems between repairs is straightforward with a consistent routine:
- Inspect cylinder rods and seals at every scheduled service interval. Look for oil film, surface damage, or corrosion.
- Store forklifts with rods fully retracted to protect chrome surfaces from moisture.
- Change hydraulic fluid and filter per manufacturer intervals. Typical OEM intervals run 2,000–2,500 hours for fluid and 500 hours for filters.
- Keep hydraulic fluid free of contamination. Particulate is the leading cause of premature seal and rod wear — improving fluid cleanliness by two ISO codes can extend hydraulic component life by 60%.
Frequently Asked Questions
What is the average cost to repair a forklift hydraulic cylinder?
Cost depends on cylinder size, damage extent, and repair scope. Seal kit rebuilds are the most economical option, while professional labor for a full rebuild can run from a few hundred to several thousand dollars depending on cylinder type and internal damage.
Can a forklift hydraulic cylinder be repaired?
Yes, most forklift hydraulic cylinders can be repaired, particularly when only seals or minor surface wear are involved. Structural damage to the barrel or severe rod scoring is the exception where replacement is required.
Is it worth rebuilding a forklift hydraulic cylinder?
When the barrel and rod are intact, a rebuild is worth it — seal kit costs are a fraction of a new cylinder's price. A proper rebuild with OEM-matched components restores original performance specs.
How long does it take to rebuild a forklift hydraulic cylinder?
An experienced technician can complete a standard seal rebuild in 1 to 3 hours, depending on cylinder type and accessibility. Work involving rod re-chroming or specialty parts can extend the job to several days or longer.
What tools do I need to rebuild a forklift hydraulic cylinder?
Standard tools for most rebuilds include:
- Matched seal kit and clean hydraulic oil
- Rubber mallet, punch, and snap ring pliers
- Emery cloth and torque wrench
- Drain pan for fluid containment
Specific tools vary by cylinder type — wire ring and threaded head designs each have different disassembly requirements.
How do I know if my forklift hydraulic cylinder seal needs replacing?
Common signs include visible oil on the cylinder rod, forks drifting downward under a held load, or a consistent drop in hydraulic fluid level without visible hose or fitting leaks.